 |
Главная |


Основные схемы заточки наиболее распространенных режущих инструментов на универсально – заточных станках
|
из
5.00
|
На рис.1.7 приведены некоторые схемы и разновидности процесса заточки резцов. Обычно резцы затачивают вначале по задним, а затем по передним поверхностям.
Спиральные сверла затачивают по задним поверхностям торцевой поверхностью или периферией плоского шлифовального круга. Используя плоскостной, конический и ли винтовой способ заточки и обеспечивая тем самым получение задней поверхности у сверла в форме плоскости, конической или винтовой поверхности.
|
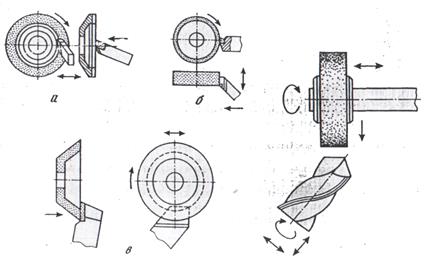
Рис 1.7. Схемы заточки резцов: Рис 1.8
а – по задним поверхностям торцом шлифовального круга; б – по задним поверхностям периферией круга; в – по передним поверхностям торцом круга.
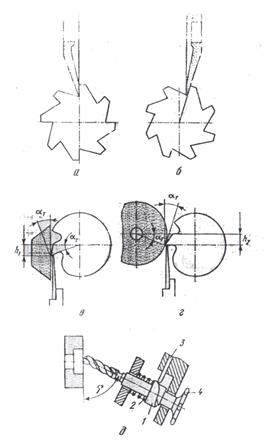
Заточку зенкеров и разверток по передним и задним поверхностям зубьев калибрующей (цилиндрической) части осуществляют в центрах цетровал ьных бабок. Переднюю поверхность прямого зуба зенкера или развертки затачивают торцовой поверхностью тарельчатого круга (рис. 1.9,а), а винтового зуба – конической поверхностью круга (рис. 1.,б). Заточку задних поверхностей на калибрующей части выполняют торцовой поверхностью чашечного круга (рис. 1.9,в) и периферией плоского круга (рис. 1.9,г.)
|
 При заточке зубьев зенкеров и разверток используют упорку, причем при заточке прямых зубьев она крепится на столе, перемещаясь в процессе заточки вместе с инструментом, и используется для деления и выполнения опорной функции. При заточке же винтовых зубьев упорка закрепляется на шлифовальной головке станка и помимо делительной и опорной функций служит для придания затачиваемому инструменту винтового движения при его продольном переиещении вместе со столом. Для заточки зубьев на режущей (конусной) части зенкера и развертки стол предварительно поворачивают на угол конусности затачиваемого участка инструмента.
При заточке зубьев зенкеров и разверток используют упорку, причем при заточке прямых зубьев она крепится на столе, перемещаясь в процессе заточки вместе с инструментом, и используется для деления и выполнения опорной функции. При заточке же винтовых зубьев упорка закрепляется на шлифовальной головке станка и помимо делительной и опорной функций служит для придания затачиваемому инструменту винтового движения при его продольном переиещении вместе со столом. Для заточки зубьев на режущей (конусной) части зенкера и развертки стол предварительно поворачивают на угол конусности затачиваемого участка инструмента.
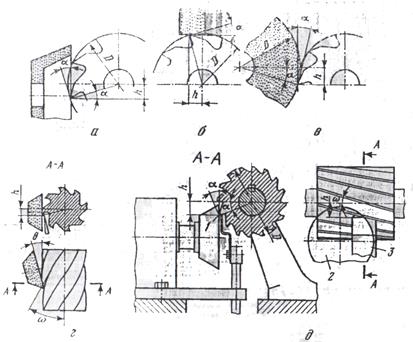
Заточка задних поверхностей зубьев режущей части зенкера аналошична заточке сверл. На рис. 1.9,д представлена схема заточки задних поверхностей зубьев режущей части зенкера с помощью специального приспособления. Зенкер, установленный в гнезде кулачка 1 приспособлением совершает относительно шлифовального круга винтовое движение за счет кулачка 1, имеющего торцевую винтовую поверхность определенного шага. При повороте маховика 4 с помощью упора 3, кулачок 1 вместе с зенкером поворачиваются и перемещаются (преодолеваю пружину 2) в осевом направлении. В результате сочетания двух движений (вращательного и поступательного) задние поверхности зубьев зенкера приобретают форму винтовой поверхности.
Заточка цилиндрических, концевых, торцовых и дисковых фрез осуществляется на универсально-заточных станках с использованием центровальных бабок и универсальных или специальных головок в сочетании с универсальной упоркой или делительных механизмов.
Переднюю поверхность зубьев. Расположенных на цилиндрической части фрез, затачивают тарельчатыми кругами с установкой их относительно оси фрезы с учетом величины переднего угла  и угла наклона
и угла наклона  затачиваемых зубьев, а также рабочей поверхности шлифовального круга. Переднюю поверхность прямых зубьев ( =0о) затачивают торцовой (рис. 1.10,а,б) или конической (рис 1.10,в) поверхностью тарельчатого круга при продольном движении стола. Фиксация положения затачиваемых зубьев производится с помощью делительного механизма или универсальной упорки, закрепленной на столе станка и упирающуюся в заднюю поверхность затачиваемого зуба. Заточку задних поверхностей зубьев, расположенных на цилиндрической части фрез, осуществляют только у фрез с острозаточенными зубьями. Заточку задних поверхностей у прямых зубьев производят разворотом его оси в горизонтальной плоскости на угол 1…2о (на рис. 1.11,а не показано) с целью устранения подреза зуба и уменьшения площади касания круга с затачиваемой поверхностью, либо периферией плоских цилиндрических кругов при перпендикулярном (рис. 1.11,б) или параллельном (рис. 1.11,в) расположении осей круга и фрезы.
затачиваемых зубьев, а также рабочей поверхности шлифовального круга. Переднюю поверхность прямых зубьев ( =0о) затачивают торцовой (рис. 1.10,а,б) или конической (рис 1.10,в) поверхностью тарельчатого круга при продольном движении стола. Фиксация положения затачиваемых зубьев производится с помощью делительного механизма или универсальной упорки, закрепленной на столе станка и упирающуюся в заднюю поверхность затачиваемого зуба. Заточку задних поверхностей зубьев, расположенных на цилиндрической части фрез, осуществляют только у фрез с острозаточенными зубьями. Заточку задних поверхностей у прямых зубьев производят разворотом его оси в горизонтальной плоскости на угол 1…2о (на рис. 1.11,а не показано) с целью устранения подреза зуба и уменьшения площади касания круга с затачиваемой поверхностью, либо периферией плоских цилиндрических кругов при перпендикулярном (рис. 1.11,б) или параллельном (рис. 1.11,в) расположении осей круга и фрезы.
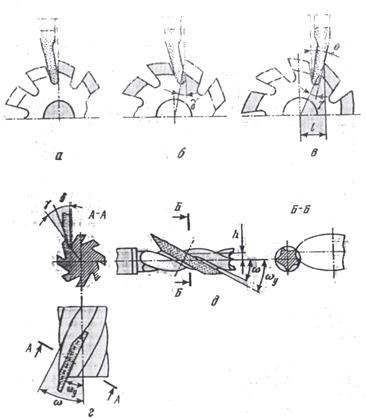
Рис 1.10. Схемы заточки передних поверхностей у зубьев фрез.
 |
Заточку задних поверхностей винтовых зубьев осуществляют торцом чашечного круга, повернутого вместе с шлифовальной головкой по отношению к оси фрезы (рис. 1.11,г) на угол  , зависящий от угла наклона зубьев омега и их заднего угла
, зависящий от угла наклона зубьев омега и их заднего угла  . Установка величин заднего угла альфа затачиваемых зубьев и их фиксация в процессе заточки осуществляется универсальной упоркой, в которую упирается передняя.
. Установка величин заднего угла альфа затачиваемых зубьев и их фиксация в процессе заточки осуществляется универсальной упоркой, в которую упирается передняя.
|
 -угол наклона винтовой линии зубьев фрезы;
-угол наклона винтовой линии зубьев фрезы;  -угол поворота чашечного круга, D-диаметр фрезы; Dk – диаметр шлифовального круга.
-угол поворота чашечного круга, D-диаметр фрезы; Dk – диаметр шлифовального круга.
Вывод: На этой лабораборной работе я ознакомился с основными видами заточных станков, основными способами заточки разных режущих инструментов. Также в ходе лабораторной работы изучил осиновые приспособления которые используются при заточке того или иного инструмента.
 |
|
из
5.00
|
Обсуждение в статье: Основные схемы заточки наиболее распространенных режущих инструментов на универсально – заточных станках |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы