 |
Главная |


Днепродзержинский Государственный Технический Университет
|
из
5.00
|
Министерство образования и науки Украины
Кафедра Технологии Машиностроения
Лабораторная работа № 2
по дисциплине
Металлообрабатывающее оборудование
на тему:
«Устройство и работа зуборезных станков при нарезании конических колес с прямыми и круговыми зубьями»
Выполнил:
ст. гр. МРВ-05-1д
Волько М.В.
Проверил:
Морозов С.И.
г. Днепродзержинск
2008 год
ЗАТОЧНЫЕ СТАНКИ
 1.1. ОБЩИЕ СВЕДЕНИЯ
1.1. ОБЩИЕ СВЕДЕНИЯ
К заточным станкам относятся станки шлифовальной группы, предназначенные для осуществления технологических операций заточки и доводки режущих инструментов на заключительном этапе их изготовления и восстановлений режущих свойств затупившегося инструмента.
По способу заточки и доводки режущих инструментов Заточные станки разделяются на две группы: на станки для механической абразивной обработки, работающие абразивными, алмазными и эльборовыми шлифовальными кругами, и на станки для электроабразивной обработки (анадно-механические, электро-химические, электроискровые, электроэрозионные).
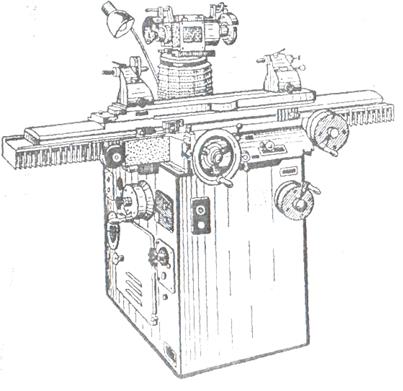
Рис 1.1. Универсально-заточный станок модели ЗВ642
По целевому назначению, типу конструкции и характеру выполняемых на станке операций, заточные станки можно подразделить на простые, универсальные общего назначения и специализированные (специальные).
К простым относятся точильно–щлифовальные (точила), станки для осуществления вручную заточки резцов, сверл и выполнения мелких слесарно–обдирочных, зачистных и полировальных работ.
Универсальные заточные станки (рис. 1.1) предназначены для заточки и доводки в большинстве случаев многолезвийных режущих инструментов различного вида - зенкеров, разверток, червячных фрез долбяков, метчиков и др.
 Специализированные заточные станки (как правило автоматы для полуавтоматы) предназначены для заточки одного вида режущего инструмента - сверл, червячных и других видов фрез, резцов и т.д.
Специализированные заточные станки (как правило автоматы для полуавтоматы) предназначены для заточки одного вида режущего инструмента - сверл, червячных и других видов фрез, резцов и т.д.
1.2. УНИВЕРСАЛЬНО-ЗАТОЧНЫЕ СТАНКИ
Универсально-заточные станки, имеющие наибольшее распространение среди парка заточных станков, предназначены для заточки и доводки основных видов многолезвийных режущих инструментов из инструментальной стали, твердого сплава и минеролокерамики абразивными, алмазными и эльборовыми кругами.
Технические характеристики ряда станков приведены в табл. 1.1.
| Табл. 1.1 Технические характеристики универсально-заточных станков. | ||||
| Основные параметры | Модели станков | |||
| 3М641 | 3Е642 | ВЗ-21Ф4 | ||
| Класс точности | В | П | П | В |
| Наибольший диаметр обрабатываемого инструмента (в центрах), мм | ||||
| Наибольшая длина обрабатываемого инструмента (в центрах), мм | ||||
| Размеры рабочей поверхности стола, мм | - | 100х630 | 140х900 | 140х900 |
| Угол поворота стола, град | +/- 90 | +/-60 | +/-45 | +/-45 |
| Наибольший диаметр устанавливаемого шлифовального круга, мм | ||||
| Пределы частот вращения шлифовального шпинделя (круга), мин-1 и их регулирование | 2780..7750 (2 ступени) | 22400…9000 (бесступ) | 2200…6400 (4 ступени) | 2240…6300 (4 ступени) |
| Мощность привода шлифовального круга, кВт | 0,37/0,55 | 0,75/1,1 | 1,1/1,5 | 2,2/1,5 |
| Габаритные размеры станка, мм | 700х850х130 | 1375х1260х140 | 1745х1940х150 | 4100х3100х2700 |
| Масса станка, кг |
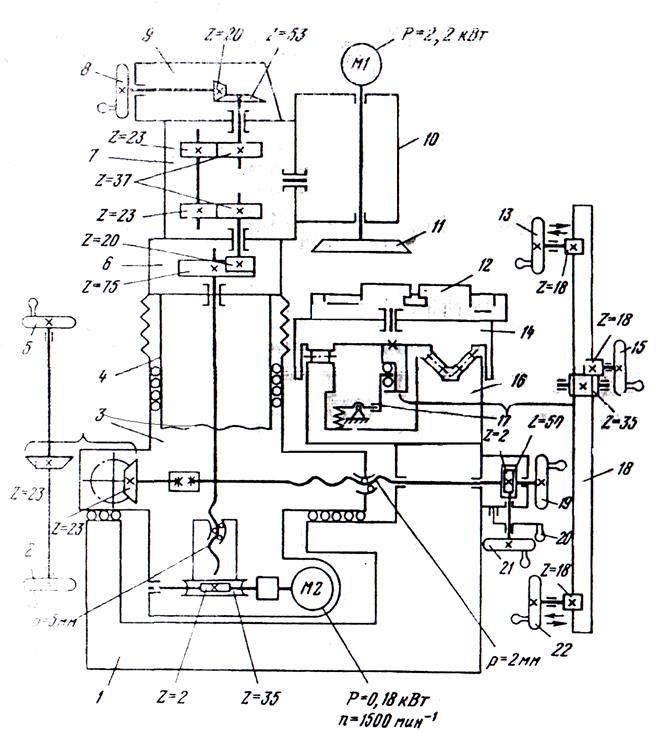 Рис. 1.2. Компоновочно-кинематическая схема универсально-заточного станка мод. ЗЕ642.
Рис. 1.2. Компоновочно-кинематическая схема универсально-заточного станка мод. ЗЕ642.
На рис. 1.2 представлена компановочно-кинематическая схема уни версально-заточного станка мод. ЗЕ642. К его основным узлам относится станина  1. основание стола 16, продольный стол 14, поворотила плита 12 стола, шлифовальная головка 10 со шпинделем И поворотный кронштейн 9, корпус шлифовальной бабки 7 поворотим плита 6, колонна 4, каретка 3. Станина 1 представляет собой чугунную отливку Т-образной формы. На ней крепится основание стола 16 с роликовыми направляющими, по которым перемещается продольный стол 14 вместе с верхней поворотной плитой 12, имеющей возможность поворота в горизонтальной плоскости. Плита 12 служит для расположения на ней приспособлений и принадлежностей (рис. 1.3) станка необходимых для установки, закрепления, а в некоторых случаях и для осуществления делительных движений затачиваемого инструмента.
1. основание стола 16, продольный стол 14, поворотила плита 12 стола, шлифовальная головка 10 со шпинделем И поворотный кронштейн 9, корпус шлифовальной бабки 7 поворотим плита 6, колонна 4, каретка 3. Станина 1 представляет собой чугунную отливку Т-образной формы. На ней крепится основание стола 16 с роликовыми направляющими, по которым перемещается продольный стол 14 вместе с верхней поворотной плитой 12, имеющей возможность поворота в горизонтальной плоскости. Плита 12 служит для расположения на ней приспособлений и принадлежностей (рис. 1.3) станка необходимых для установки, закрепления, а в некоторых случаях и для осуществления делительных движений затачиваемого инструмента.
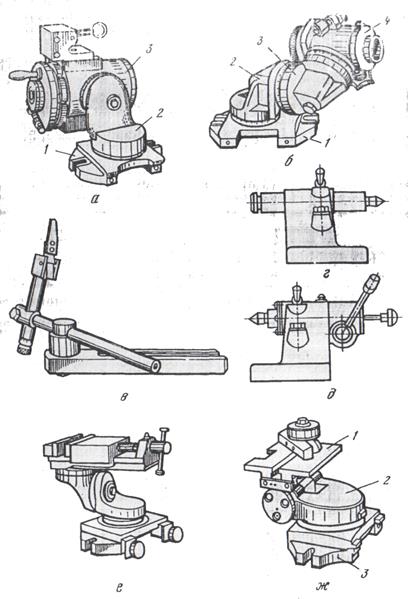
Рис. 1.3 Основные приспособления к универсально-заточным станкам: а - большая универсальная головка (бабка); в - универсальная упорка; г-передняя центровая бабка; д - задняя центровая бабка; е - универсальные тиски; ж - подручник.
На станине также располагается и перемещается по направляющим качения в поперечном направлении каретка 3, в верхней части которой вертикально по  цилиндрическим направляющим качения движете корпус колонны 4. На колонне через промежуточную поворотную плиту б установлен корпус шлифовальной бабки 7, на которой закреплены поворотный кронштейн 9 и шлифовальная головка 10 шпинделем шлифовального круга 11. Шпиндель круга 11 совместно с шлифовальной головкой 10 может поворачиваться в вертикальной: плоскости относительно корпуса шлифовальной бабки 7 по отношению к своему горизонтальному положению вверх/вниз на 20°/40°. В свою очередь корпус бабки 1 имеет возможность поворачиваться в горизонтальной плоскости относительно промежуточной плиты 6 или вместе с ней относительно колонны 4. Совокупность двух поворотов обеспечивает широкий диапазон углов установки шлифовального круга относительно затачиваемого инструмента.
цилиндрическим направляющим качения движете корпус колонны 4. На колонне через промежуточную поворотную плиту б установлен корпус шлифовальной бабки 7, на которой закреплены поворотный кронштейн 9 и шлифовальная головка 10 шпинделем шлифовального круга 11. Шпиндель круга 11 совместно с шлифовальной головкой 10 может поворачиваться в вертикальной: плоскости относительно корпуса шлифовальной бабки 7 по отношению к своему горизонтальному положению вверх/вниз на 20°/40°. В свою очередь корпус бабки 1 имеет возможность поворачиваться в горизонтальной плоскости относительно промежуточной плиты 6 или вместе с ней относительно колонны 4. Совокупность двух поворотов обеспечивает широкий диапазон углов установки шлифовального круга относительно затачиваемого инструмента.
Привод шлифовального круга 11 (движение резания) осуществляется от электродвигателя М1 с бесступенчатым регулированием частоты вращения. Продольное перемещение стола 14 (движение продольной подачи) осуществляется вручную от маховика 1 через зубчатые колеса 7. = 18 и 2 = 35, последнее из которых зацепляется с рейкой 18, закрепленной на столе 14. Перемещение стола 14 можно также производить и от маховиков 13 и 22, расположенных с другой стороны стола. В гидрофицированном станке мод. ЗЕ642Е привод продольного перемещения стола осуществляется от гидроцилиндра.
Поперечное перемещение каретки 3 с колонной 4 осуществляется вручную от маховика 19, передающего вращение непосредственно на ходовой винт Р=2мм иди от маховиков 2 и 5 через пару конических колес Z=23 при грубых поперечных подачах шлифовального круга 11 и отключенном механизме тонкой подачи. Для осуществления тонкой поперечной подчи шлифовального круга используется маховик 21, смонтированный вместе с червяком Z=2 на эксцентричной втулке. Включение и выключение механизма тонкой подачи производится рычагом 20 путем поворота эксцентричной втулки в результате чего червяк вводится или выводится из зацепления колесом Z=50.
Подъем и опускание колонные со шлифовальной бабкой и кругом производится реверсивным электродвигателем М2 через муфту и червячную пару2/13. Червячное колесо Z=35 жестко связано с гайкой шагом p=5 мм При вращении гайки винт р = 5 мм перемещается в вертикальном направлении, поднимая или опуская колонну 4. перемещение колонны можно осуществить также вручную от маховика 8, передающего вращение через пару зубчатых колес 20/53, две пары цилиндрических колес 37/23 и 23/37, пару цилиндрических Колес с внутренним зубом 20/75 и далее на пинт с шагом р - 5 мм. При повороте лимба Маховика 8 на одно деление обеспечивается вертикальное перемещение шлифовального круга на 0,005 мм, а при повороте лимба маховика 21 тонкой поперечной подачи на одно деление шлифовальный круг получает поперечное перемещение, равное 0,001 мм.
Для исключения вертикальных перемещений продольного стола 14 при действии боковых рабочих нагрузок, в середине корпуса его основания под направляющими расположен прижим 17, состоящий из подшипника установленного на горизонтальной оси, имеющей возможность смещения вверх - вниз.
В комплект принадлежностей к универсально-заточным станкам входят наборы центров, переходных втулок, оправок, поводков, хомутиков, разнообразных приспособлений, устройств и вспомогательных инструментов для установки, закрепления обрабатываемых заготовок и расширения технологических возможностей станка.
Большую универсальную бабку (головку) (рис. 1.3,а) применяют для затачивания передних и задних поверхностей торцовых и диаметральных прямых, наклонных и винтовых режущих кромок хвостовых и насадных инструментов (фрез, зенкеров.). Установленный в шпинделе бабки инструмент может поворачиваться вокруг своей оси и на любой угол в горизонтальной и вертикальной плоскостях. Заточка многолезвийного инструмента, закрепленного и универсальной бабке, может производиться С использованием универсальной упорки или делительного механизма, имеющего диск с 24-мя пазами. Бабка состоит из плиты поворотного угольника-кронштейна 2 и корпуса 3 со шпинделем.
|
Малая универсальная бабка (головка) рис. 1.3,б отличается широкими возможностями установки затачиваемого инструмента, так как она позволяет инструменту поворачиваться не только вокруг своей оси, но и вокруг еще трех осей. Заточка инструмента может производится с делением по упорке или по делительному диску, работающему аналогично храповому механизму. Малая бабка состоит из плиты 1, поворотного кронштейна 2, промежуточного кронштейна 3 и корпуса 4 шпиндельной головки с делительным диском.
 Универсальная упорка (рис 1.3,в) предназначена для ориентации и фиксирования затачиваемого многолезвийного инструмента с прямимы и винтовыми зубьями по отношению к шлифовальному кругу, а также для деления при переходе к заточке следующего зуба и обеспечения постоянства положения инструмента в процессе заточки.
Универсальная упорка (рис 1.3,в) предназначена для ориентации и фиксирования затачиваемого многолезвийного инструмента с прямимы и винтовыми зубьями по отношению к шлифовальному кругу, а также для деления при переходе к заточке следующего зуба и обеспечения постоянства положения инструмента в процессе заточки.
Передняя (рис. 1.3,г) и задняя (рис 1.3,д) центровые бабки используются для установки и закрепления в центрах хвостовых инструментов или с помощью центровых оправок насадных инструментов или с помощью центровых оправок насадных инструментов. Они обеспечивают заточку передних и задних поверхностей прямых, наклонных и винтовых зубьев , расположенных на периферии таких инструментов как зенкеры, развертки, цилиндрические, концевые и торцевые фрезы, метчики.
Универсальные трехповоротные тиски (рис 1.3,е) предназначены для  заточки резцов, плоских протяжек для наружного протягивания и другого аналогичного инструмента.
заточки резцов, плоских протяжек для наружного протягивания и другого аналогичного инструмента.
Подручник (рис 1.3,ж) используется в качестве опоры при затачивании вручную различных типов резцов, дисковых пил и им подобных инструментов. Стол 1 подручника может поворачиваться вокруг горизонтальной оси на 30о относительно шарнирного кронштейна 2 и вокруг вертикальной оси на 360о совместно с кронштейном относительно плиты 3. Опорная планка на столе может поворачиваться и закрепляться под любым углом, отсчитываемым по соответствующей шкале.
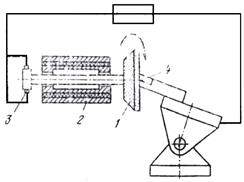
Заточных станков с механической абразивной заточкой в инструментальном производстве применяются также электрозаточные универсальные станки. Их оснащают источником тока, установкой для подачи и очистки электролита, воздухоочистительным устройством для отсоса аэрозолей электролита и газообраных продуктов электро-химических и электроэрозионных реакций. Схема заточки инструмента на станке модели 3762 показана на рис 1.4. Шпиндель с установленным на нем шлифовальным алмазным кругом 1 подключается через скользящий контакт 3 к отрицательному полюсу источника постоянного тока (катоду), а затачиваемый инструмент 4 – к положительному (аноду). Электроизоляция шпинделя обеспечивается специальной втулкой 2. В процессе затачивания круг вращается (главное движение) и перемещается перпендикулярно обрабатываемой поверхности инструмента (поперечная подача). Затачиваемый инструмент совершает при этом осциллирующее возвратно – поступательное движение вдоль обрабатываемой поверхности (продольная подача.)
На рис 1.5. и 1.6. показана шлифовальная головка с электроприводом и продольный стол универсально-заточного электрохимического станка модели 3672. Шпиндель 11 (рис 1.5.) головки смонтирован в гильзе 10 на двух парах подшипников, натяг в которых осуществляется пружинами. Гильза 10 шпинделя изолирована от корпуса головки изоляционным слоем 9, состоящим из смесисинтетических смол и наполнителя, а торцы ее охвачены текстолитовыми втулками – крышками 8 и 13.
Шпиндель имеет внутренне отверстие в форме конуса МОРЗЕ№4 для установки в него оправки 12 с шлифовальным кругом 1. Передача вращения шпинделю осуществляется от электродвигателя 2 через плоскоременную передачу 4 со шкивами 3 и 7. Корпус электродвигателя выполнен в идее гильзы 1, закрепленной клеммным зажимом в расточке корпуса шлифовальной головки. Ось вала двигателя не совпадает с осью гильзы 1, закрепленной клеммным зажимом в расточке можно изменять расстояние между осями вала двигателя и шпинделя головки и тем самым осуществлять натяжение ременной передачи.  Шлифовальный круг 14 через оправку и шпиндель подключается к электрической цепи источника тока посредством напрессованного на шпиндель токосъемного кольца 6, к которому через щетки 5 подводится ток. Шлифовальные круши устанавливаются на шпиндель головки и снимают вместе с оправкой 12, которая в шпинделе закрепляется с помощью шомпола.
Шлифовальный круг 14 через оправку и шпиндель подключается к электрической цепи источника тока посредством напрессованного на шпиндель токосъемного кольца 6, к которому через щетки 5 подводится ток. Шлифовальные круши устанавливаются на шпиндель головки и снимают вместе с оправкой 12, которая в шпинделе закрепляется с помощью шомпола.
Продольный стол (рис 1.6) станка служит для установки, ориентации и крепления технологической оснастки, необходимой для заточки инструмента и сообщения ему продольного перемещения относительно шлифовального круга. Стол состоит из двух частей – верхней поворотной плиты 3 и нижнего конуса 5. Стол перемещается по роликовым направляющим 8 основания стола, которые защищены от загрязнения уплотнением 6. Натяг в направляющих регулируется продольным перемещением клина 7. Поворотная плита 3 может быть развернута под углом относительно направления продольной подачи вокруг оси 13, удерживаемой шайбой 4. 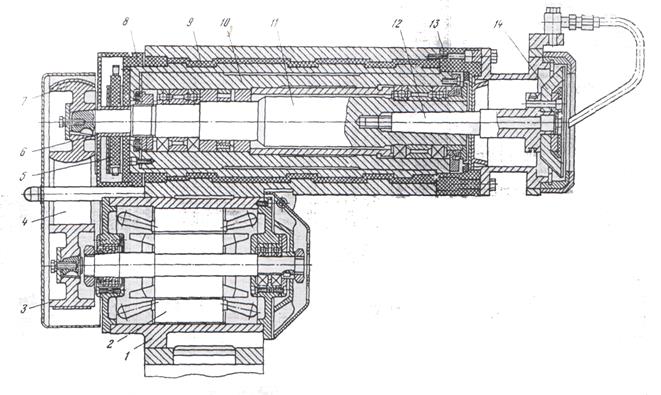
Рис 1.5. Шлифовальная головка с электроприводом универсально-заточного электрохимического станка мод. 3672
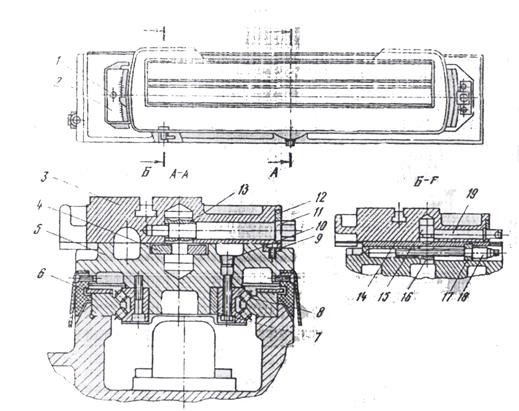
Рис. 1.6 Узел продольного стола универсально-заточного электрохимического станка мод. 3672.
 Предварительный поворот плиты 3 осуществляется вручную, а угол поворота измеряется по шкале 9, расположенной в центре стола. Точный поворот плиты 3 осуществляет ввинчиванием или вывинчиванием винта 18 в гайку 16, благодаря чему кольцо 17 перемещает линейку 14, в которую входит палец 1. Другой конец пальца входит в плиту. Точный отсчет угла поворота производят по шкале 2. Приближенное требуемое угловое положение стола можно установить после поворота рукоятки 19, с помощью которой приподнимается палец 1 с шипом, отсоединяя его от эксцентрика 11 с шайбой 12. Ориентация и закрепление технологической оснастки производится на столе с помощью Т-образного паза, базирующие плоскости которого параллельны направлению продольной подачи в исходном положении, соответствующем нулевым отсчетам по шкалам 2 и 9. Угол поворота верхней плиты 3 составляет +/- 25о. Смазка к направляющим подает через пробку 10.
Предварительный поворот плиты 3 осуществляется вручную, а угол поворота измеряется по шкале 9, расположенной в центре стола. Точный поворот плиты 3 осуществляет ввинчиванием или вывинчиванием винта 18 в гайку 16, благодаря чему кольцо 17 перемещает линейку 14, в которую входит палец 1. Другой конец пальца входит в плиту. Точный отсчет угла поворота производят по шкале 2. Приближенное требуемое угловое положение стола можно установить после поворота рукоятки 19, с помощью которой приподнимается палец 1 с шипом, отсоединяя его от эксцентрика 11 с шайбой 12. Ориентация и закрепление технологической оснастки производится на столе с помощью Т-образного паза, базирующие плоскости которого параллельны направлению продольной подачи в исходном положении, соответствующем нулевым отсчетам по шкалам 2 и 9. Угол поворота верхней плиты 3 составляет +/- 25о. Смазка к направляющим подает через пробку 10.
|
из
5.00
|
Обсуждение в статье: Днепродзержинский Государственный Технический Университет |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы