Введение
Электрическая сварка металлов является одним из основных технологических процессов на многих заводах, стройках и транспортных предприятиях нашей страны.
У истоков создания современных способов сварки стояли крупные русские ученые и инженеры В. В. Петров, Н. Н. Бенардос и Н. Г. Славянов. Однако уровень развития техники конца XIX и начала XX столетия не позволил широко использовать их крупнейшие открытия. Начало промышленного применения электрической сварки в СССР следует отнести к 1924 г., когда Ленинградский завод «Электрик» выпустил первые сварочные генераторы и этим положил начало производству отечественного сварочного оборудования.
Качество сварного соединения в большой степени зависит от размеров, формы и точности изготовления заготовок, качества сборки, а также изменения размеров деталей в процессе работы.
При изготовлении изделий их конечные формы и размеры обеспечиваются заранее заданным режимом и направлением сварки. Оператор в каждом отдельном случае должен учитывать отклонения от заданных размеров деталей, собранных под электрическую сварку с различной точностью. Кроме того, в результате местного нагрева при электрической сварке происходит деформация деталей, что также требует изменений режимов сварки в процессе работы.
Такая зависимость от оператора не гарантирует высокого качества сварных соединений и сдерживает темпы развития сварочного производства. Вот почему одной из важнейших задач развития сварочной техники является механизация и автоматизация процесса производства сварных конструкций, создание совершенного сварочного оборудования.
Сварка — технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или пластическом деформировании .Сварка применяется для соединения металлов и их сплавов, термопластов во всех областях производства и в медицине .
При сварке используются различные источники энергии: электрическая дуга, электрический ток, газовое пламя, лазерное излучение, электронный луч, трение, ультразвук. Развитие технологий позволяет в настоящее время проводить сварку не только в условиях промышленных предприятиях, но в полевых и монтажных условиях (в степи, в поле, в открытом море и т. п.), под водой и даже в космосе. Процесс сварки сопряжен с опасностью возгораний; поражений электрическим током; отравлений вредными газами; поражением глаз и других частей тела тепловым, ультрафиолетовым, инфракрасным излучением и брызгами расплавленного металла.
2.Подготовка металла под сварку
1.Подготовка поверхности металла под сварку. При подготовке деталей под сварку поступающий металл подвергается правке, разметке, наметке, резке, подготовке кромок под сварку, холодной или горячей гибки.
Металл правят либо вручную, либо на различных листоправильных вальцах. Ручную правку выполняют на чугунных или стальных правильных плитах ударами кувалды или с помощью ручного винтового пресса. Угловая сталь правится на правильных вальцах (прессах), двутавры и швеллеры - на приводных или ручных правильных прессах.
Разметка и наметка - это такие операции, которые определяют конфигурацию будущей детали. Механическая резка применяется для прямолинейного реза листов, а иногда для криволинейного реза листов с использованием для этой цели роликовых ножниц с дисковыми ножами. Углеродистые стали разрезают газокислородной и плазменно-дуговой резкой. Эти способы могут быть ручными и механизированными. Для резки легированных сталей, цветных металлов может применяться газофлюсовая или плазменно-дуговая резка.
Основной металл и присадочный материал перед сваркой должны быть тщательно очищены от ржавчины, масла, влаги, окалины и различного рода неметаллических загрязнений. Наличие указанных загрязнений приводит к образованию в сварных швах пор, трещин, шлаковых включений, что приводит к снижению прочности и плотности сварного соединения.
2.Угол разделки кромок выполняется при толщине металла более 3 мм, поскольку се отсутствие (разделки кромок) может привести к не провару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик должен увеличивать величину сварочного тока.
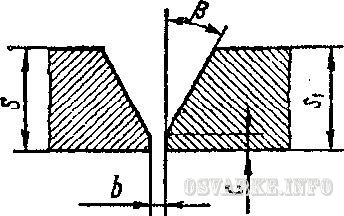
Разделка кромок позволяет вести сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения и уменьшает возникновение сварочных напряжений и деформаций.
Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва, если подобран соответствующий режим сварки.
Длиной скоса листа регулируется плавный переход от толстой свариваемой детали к более тонкой, устраняются концентраторы напряжений в сварных конструкциях.
Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке.
Смещение кромок создает дополнительные сварочные деформации и напряжения, тем самым ухудшая прочностные свойства сварного соединения. Смещение кромок регламентируется либо ГОСТами, либо техническими условиями. Кроме того, смещение кромок не позволяет получать монолитного сварного шва по сечению свариваемых кромок.
3.Подготовку кромок под сварку выполняют на механических станках - токарных (обработка торцов труб), фрезерных, строгальных - обработка листов и т. д., а также применением термической резки. Листы, трубы, изготовленные из углеродистых сталей, обрабатываются газокислородной резкой. В качестве горючих газов могут служить ацетилен, пропан, коксовый газ и т. д. Цветные металлы, а также нержавеющие стали обрабатываются плазменной резкой.
Перед сваркой особо ответственных конструкций торцы труб или листов после газокислородной резки обрабатывают дополнительно механическим путем; это делается для того, чтобы избежать каких-либо включений в металле.
3.Сварочные материалы.
В большинстве случаев сварки плавлением и при всех наплавочных работах в расплавляемый основной металл вводится добавочный, наплавляемый; в результате их смешивания образуется сварочная ванна. Кристаллизация металла сварочной ванны вследствие прекращения действия источника тепла или его удаления при перемещении приводит к образованию металла сварного шва или наплавки. Введение добавочного металла осуществляется посредством расплавления сварочным источником тепла специальных сварочных материалов. Они могут вводиться в сварочное пространство как энергетически связанными с источником тепла (дуговая сварка плавящимся электродом и электрошлаковая сварка токоведущим электродом), так и автономно, непосредственно не связанными с источниками тепла (газовая сварка, сварка неплавящимся электродом).
При дуговой сварке применяют неплавящиеся и плавящиеся электроды.
Неплавящиеся электроды изготавливают из вольфрама и его сплавов.
Для плавящихся электродов наиболее распространённым материалом является холоднотянутая калиброванная проволока диаметром 0,3-12 мм, а также горячекатаная или порошковая проволока, электродные ленты и пластины.
Классификация сварочных материалов в связи с их большим разнообразием чрезвычайно затруднена и до настоящего времени не разработана.
Не менее велико и качественное разнообразие сварочных материалов различного назначения. Так, одной только стальной электродной проволоки имеется около 60 различных составов при различном сортаменте по размерам.. Кроме того, электродные и присадочные материалы поставляются и по другим ГОСТам: например, около десяти марок сварочной проволоки из алюминия и его сплавов, две марки чугунных присадочных материалов и др. Учитывая присадочные (электродные) материалы, потребляемые сварочным производством по различным ведомственным ТУ и другим техническим документам, общее количество таких материалов по маркам превышает 100.
4.Выбор режима сварки
| Характер шва
| Диаметр электрода, мм
| Ток в амперах
| Толщина металла в мм
| Зазор в мм
|
| Односторонний
|
|
|
| 1.9
|
| Двусторонний
|
|
|
| 1.5
|
| Двусторонний
|
|
| 7-8
| 1.5-2.0
|
| Двусторонний
|
|
|
| 2.0
|
Все параметры режима сварки можно разделить на основные и дополнительные. Основные параметры- это величина и полярность тока, диаметр электрода, напряжение на дуге, скорость сварки. Дополнительные параметры - состав и толщина покрытия электрода, положение электрода и положение изделия.
Итак, на что же влияют основные параметры?
Сварочный ток. Увеличение его вызывает (при одинаковой скорости сварки) рост глубины проплавления (провара), что объясняется изменением погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность сварочной ванны
Режимы сварки стыковых соединений без скоса кромок
Примечание. Максимальные значения тока должны уточняться по паспорту электродов.
Режимы сварки стыковых соединений со скосом кромок
| Диаметр электрода, мм
| Среднее значение тока, А
| Толщина металла, мм
| Зазор, мм
| Число слоев, кроме подварочного и декоративного
|
| первого
| последующего
|
|
|
| 180-260
|
| 1.5
|
|
|
|
| 180-260
|
| 2.0
|
|
|
|
| 180-260
|
| 2.5
|
|
|
|
| 180-260
|
| 3.0
|
|
|
|
| 220-320
|
| 3.5
|
|
Дополнение: Значения величины тока уточняются по данным паспорта электродов.
Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара на 40—50% больше, чем постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15—20% меньше, чем При сварке постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также от вида соединения и формы подготовленных кромок под сварку. При сварке встык "листов стали толщиной до 4 мм в нижнем положении диаметр электрода обычно берется равным толщине свариваемого металла. При сварке стали большей толщины используют электроды диаметром 4-—6 мм при условии обеспечения полного провара соединяемых деталей и правильного формирования шва.
Напряжение определяет, главным образом, ширину шва. На глубину провара напряжение оказывает весьма незначительное влияние. Если при увеличении напряжения скорость сварки увеличить, ширина шва уменьшится.
Сила тока в основном зависит от диаметра электрода, а также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем выше производительность, т. е. больше наплавляется металла.
5.Оборудование ,инструменты и приспособление для сварочных работ.
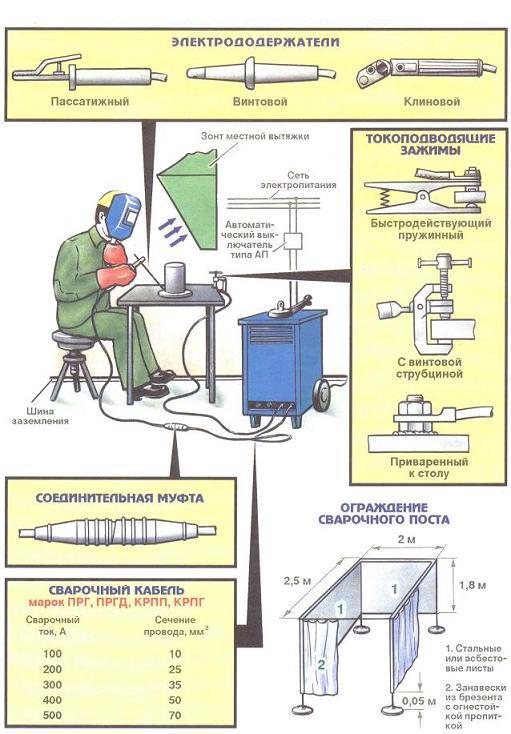
Для защиты окружающих рабочих от излучения дуги на стационарных рабочих местах устанавливают для каждого сварщика отдельную кабину размером 2 х 2,5 м. На нестационарных рабочих местах зона сварки отгораживается от окружающего пространства светозащитными щитами. Стенки кабины и щиты могут быть изготовлены из тонкой жести, огнестойких фанеры или брезента. Пол, где производится сварка, должен быть из огнестойкого материала (кирпич, бетон, цемент или другие материалы). Освещенность места сварки должна быть не менее 80 - 100 лк. Стенки кабины или щитов должны бить окрашены в светло-серый цвет красками, которые хорошо поглощают ультрафиолетовые лучи (цинковые или титановые белила, желтый крон и др.)

5.1 Вентиляция рабочих мест сварщиков
Как правило, все сварочные цеха оборудуются общецеховой вентиляцией. Вместе с тем каждое рабочее место сварщика также оборудуется своей местной вентиляцией с выбросом газов за пределы цеха. Воздухообмен устройств местной вентиляции должен составлять 40 куб. метров воздуха в час на каждого рабочего сварщика. 
Для выполнения сварки сварщик обеспечивается специальной одеждой, приспособлениями, инструментом и другими принадлежностями. Сварщик должен быть одет в специальную одежду ( сварочные костюмы ) из огнестойкого материала.
Несмотря на разнообразие форм этих костюмов, все они подчиняются единым требованиям, установленным на основании условий выполнения сварочных работ.
Одежда сварщиков должна быть без манжет. Брюки заправлены поверх ботинок, чтобы в них не попадали брызги расплавленного металла. Опыт
показывает, что куртка и брюки удобнее, чем комбинезон.
Для защиты головы сварщика от попадания брызг во время сварки используется головной убор. Для защиты рук от брызг и теплового излучения - брезентовые или кожаные рукавицы.
При работе сварщиков на открытых площадках зимой при низких, температурах применяются специальные костюмы с электроподогревом. В таких костюмах подогревающим устройством служит электропроводная подкладка.
Питание энергией костюма осуществляется, от гальванического элемента или непосредственно от сети через подающий напряжение трансформатор.
Разработаны также специальные костюмы с принудительным охлаждением для работы сварщиков в зоне высоких температур (до 250°С), где по условиям технологии сварки свариваемому изделию дается предварительный подогрев.
5.3 Щитки и шлемы сварщика
Для защиты лица сварщика от воздействия лучей сварочной дуги и брызг расплавленного металла применяют щитки, шлемы (маски). Щитки и шлемы изготавливаются из фибры или специально обработанной фанеры. Вес их не должен превышать 0,6 кг. В щиток или маску вставляются светофильтры, удерживаемые рамкой размером 120 х 60 мм.
Защитные светофильтры имеют различную плотность. Наиболее темное стекло имеет марку ЭС-500 и применяется при сварке на токах до 500 А, среднее ЭС-ЭОО - для сварки на токах до 300 А, более светлое стекло ЭС-100 для сварки на токах 100 А и менее. Снаружи светофильтр защищен от брызг прозрачным стеклом, которое обычно сменяют 3-4 раза в месяц.

5.4 Электродержатели сварщика
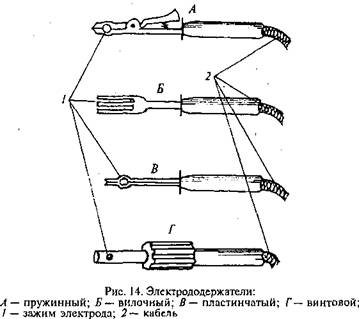
Электродержатели предназначены для закрепления штучного электрода и подвода к нему сварочного тока при ручной сварке. Токоведущие части электродержателей, как правило, надежно изолированы. Сопротивление изоляции составляет не менее 5 Мом. Она должна выдерживать без пробоя в течение 1 мин испытательное напряжение 1500 В при частоте тока 50 гц. При номинальной работе температура наружной поверхности рукоятки держателя не должна превышать 55°С. Поперечное сечение рукоятки на длине, охватываемой ладонью сварщика, должно быть не более 40 мм. К держателю должен подсоединяться гибкий сварочный кабель марки ПРГ или ПРГН длиной 2-3 метра, который облегчает ведение процесса сварки.
Сечение сварочного провода выбирается в зависимости от величины сварочного тока с учетом допустимого нагрева провода не более 80°С. Провод длиной более 30 м к держателю подсоединять не рекомендуется, так как это вызывает значительное падение напряжения в проводах, ухудшает процесс сварки.
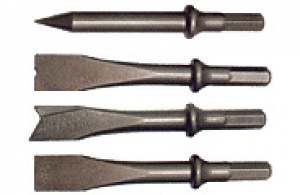
5.5 Инструмент сварщика
Для выполнения вспомогательных операций при сварке сварщику выдается инструмент:1) молоток, 2)металлическая щетка, 3)зубило, . Для транспортировки и хранения электродов, защиты их от влаги, брызг, ударов и других повреждений каждый сварщик имеет пенал диаметром 70 - 100 мм и длиной 300 - 350 мм.
1)

2)

3)
·
6.0
Рым швартовный — металлическое кольцо для закрепления тросов, блоков, стопоров, швартовных концов и т. п. Рымы устанавливаются на палубе и на фальшборте судов, в носовой и кормовой оконечностях шлюпок, а также на причалах и набережных. Рым состоит из корпуса и узла, стыкующегося со швартовным устройством летательного аппарата или колесной техники; с целью обеспечения безаварийной посадки летательных аппаратов, свободного проезда техники при одинаковой держащей способности рыма в любом направлении и удобства эксплуатации его стыкующийся узел выполнен в виде цилиндрического стержня с буртиком, жестко соединенным с корпусом 
Для швартовки кораблей в открытом море наиболее удобны резино-тканевые пневматические кранцы. Такие кранцы обычно составляют из отдельных баллонов, конструкция которых представлена на рис. 2.15. Кранец, состоящий из четырех соединенных цепями за рымы баллонов, весит около 1800 кг, поэтому вываливается за борт корабельной стрелой и находится на плаву. В рабочем положении у борта кранцы при волнении перемещаются,
поэтому их следует крепить на синтетических или растительных тросах и наблюдать за их положением.
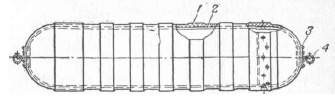
Рис. 2.15. Баллон пневматического кранца:
1 — резино-тканевая оболочка; 2 — надувная камера; 3 — фланец; 4 — рым для соединения баллонов
6.1 Дефекты и контроль качества.
При сварке плавлением наиболее частыми дефектами сварных соединений являются неполномерность шва, неравномерная его ширина и высота (рис. 1), крупная чешуйчатость, бугристость, наличие седловин. При автоматической сварке дефекты возникают вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки из-за люфтов в механизме передвижения, неправильного угла наклона электрода, протекания жидкого металла в зазор. При ручной и полуавтоматической сварках дефекты могут быть вызваны недостаточной квалификацией сварщика, нарушением технологических приемов, плохим качеством электродов и других сварочных материалов.
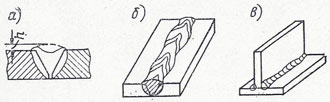
Рис. 1. Дефекты формы и размеров шва
а – неполномерность шва; б - неравномерность ширины стыкового шва; в - неравномерность по длине катета углового шва; h - требуемая высота усиления шва.
Для сварки давлением (например, точечной) характерными дефектами являются неравномерный шаг точек, глубокие вмятины, смещение осей стыкуемых деталей.
Нарушение формы и размеров шва зачастую свидетельствует о наличии таких дефектов, как наплывы (натеки), подрезы, прожоги и незаверенные кратеры.
Наплывы (натеки) (рис. 2) образуются чаще всего при сварке горизонтальными швами вертикальных поверхностей в результате натекания жидкого металла на кромки холодного основного металла. Они могут быть местными, в виде отдельных застывших капель, или же иметь значительную протяженность вдоль шва. Причинами возникновения наплывов являются:
большая величина сварочного тока, длинная дуга, неправильное положение электрода, большой угол наклона изделия при сварке на подъем и спуск.
В кольцевых швах наплывы образуются при недостаточном или излишнем
смещении электрода с зенита. В местах наплывов часто выявляются непровары, трещины и другие дефекты.
Подрезы представляют собой углубления (канавки), образующиеся в основном металле вдоль края шва при завышенном сварочном токе и длинной дуге, так как в этом случае увеличивается ширина шва и сильнее оплавляются кромки. При сварке угловыми швами подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и стекание ее металла на горизонтальную полку. В результате на вертикальной стенке появляются подрезы, а на горизонтальной полке - наплывы. При газовой сварке подрезы образуются из-за повышенной мощности сварочной горелки, а при электрошлаковой - из-за неправильной установки формующих ползунов.
Подрезы приводят к ослаблению сечения основного металла и могут явиться причиной разрушения сварного соединения.

Рис. 2. Наружные дефекты в швах
а - стыковых; б - угловых; 1 - наплыв; 2 - подрез.
Незаверенные кратеры образуются в случае резкого обрыва дуги в конце сварки. Они уменьшают сечение шва и могут явиться очагами образования трещин.
Как производится контроль сварных швов ?
Менее ответственные объекты контролируют методом мело-керосиновой пробы:
Метод мело-керосиновой пробы заключается в том, что деталь смачивают керосином, после чего ее насухо протирают и покрывают мелом. Через несколько минут в местах трещин мел темнеет. Этим методом трудно обнаружить трещины шириной менее 0.05 мм.
Организация рабочего места сварщика
Места проведения сварочных работ разделяют на постоянные и временные. Постоянные (стационарные) места предназначены для работ, которые выполняются в специально оборудованных цехах, мастерских и т.д. Устанавливают сварочный аппарат в защищенном от атмосферных воздействий, стол сварщика, манипулятор, вытяжку и т.д. в хорошо проветриваемом помещении площадью не менее 3 м2. Лучше всего, если пол бетонный, а стены помещения не должны отражать сварочные блики, что может представлять опасность для глаз. Рабочее место сварщика должно располагаться в специальной кабине, примерная компоновка которой представлена на рис.1.
Постоянным рабочее место закрепленное за рабочим или бригадой рабочих, оснащенной в соответствии с требованиями определенного технологического процесса оборудованием, инструментом, приспособлениями и т. д.
При обслуживании рабочего места необходимо обращать внимание на
определенный круг вопросов:
- своевременность получения сменных заданий, нарядов, чертежей;
- поддержание оборудования в работоспособном состоянии;
- своевременность и способы доставки на рабочее место материалов, за готовок, электродов и т. п.;
- контроль качества изготовляемой на рабочем месте продукции;
- поддержание на рабочем месте надлежащего порядка.
Электросварщик обязан выполнять Работы на специально отведенном постоянном сварочном участке.
В цехах, где имеется небольшое количество сварочных постов по сварке малых и средних изделий, Работы электросварщик обязан производить в кабинах с открытым верхом с высотой стенок кабины не менее 2 м, зазором между полом и стенками кабины не менее 50 мм, при сварке с использованием защитных газов – не менее 300 мм. Этот зазор должен быть огражден сеткой из негорючего материала с размером ячеек не более 1х1мм. Электросварщик обязан учитывать, что в процессе работы на него могут действовать вредные и опасные производственные факторы.
Электросварщики обеспечиваются специальной защитной одеждой, специальной обувью и средствами индивидуальной защиты в зависимости от характера работ, согласно действующих отраслевых норм. Электросварщики обязаны использовать средства индивидуальной защиты, а именно:
- электросварщики ручной дуговой сварки – костюм брезентовый, перчатки диэлектрические (дежурные), щиток защитный (маску), ботинки кожаные, рукавицы брезентовые;
- электросварщики полуавтоматической и автоматической сварки – костюм хлопчатобумажный (далее "х/б"), галоши диэлектрические, очки защитные, рукавицы брезентовые, перчатки.
Для удаления сварочной пыли и газов должна устанавливаться вытяжная вентиляция, удаляющая вредные газы и пыль непосредственно у места их образования.
Рабочие кабины.
Для защиты рабочих от излучения дуги в постоянных местах сварки устанавливают для каждого сварщика отдельную кабину размером 2X2,5 м. Стенки кабины могут быть сделаны из тонкого железа, фанеры, брезента. Фанера и брезент должны быть пропитаны огнестойким составом, например раствором алюмокалиевых квасцов. Каркас кабины изготовляют из трубы или из угловой стали. Пол в кабине должен быть из огнестойкого материала (кирпич, бетон, цемент). Стенки окрашивают в светло-серый цвет красками,
хорошо поглощающими ультрафиолетовые лучи (цинковые или титановые белила, желтый крон). Освещенность кабины должна быть не менее 80—100 лк. Кабину оборудуют местной вентиляцией с воздухообменом 40 м3/ч на каждого рабочего. Вентиляционный отсос должен располагаться так, чтобы газы, выделяющиеся при сварке, проходили мимо сварщика.
Сварку деталей производят на рабочем столе. Крышку стола изготовляют из чугуна толщиной 20—25 мм. Сварочный пост оснащен генератором, выпрямителем или сварочным трансформатором.
Сварочные провода-служат для подвода тока от сварочной машины или трансформатора к электроде держателю и свариваемому изделию. Э1ектрододержатели снабжают гибким изолированным проводом ПРГ (провод резиновый гибкий) или ПРГН (провод резиновый гибкий нейритовый), сплетенным из большого количества медных, отожженных и пролуженных проволочек диаметром 0,18—0,2 мм.
Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи.
Подготовка рабочего места сварщика.
- убрать все лишние предметы с рабочего места, не загромождая при этом проходов к электрооборудованию, к средствам пожаротушения, приступать к работе только на чистом, не скользком полу;
- убедиться в исправности сварочного оборудования и соответствии рабочего места требованиям ТБ, исправности заземления сварочной установки, свариваемого изделия;
- расположить сварочные провода таким образом, чтобы они не подвергались механическим повреждениям и действию высокой температуры, не соприкасались с влагой;
- убедиться в том, что вблизи рабочего места не расположены пожаро- и взрывоопасные вещества и горючие материалы в радиусе 5 м.
Детали и заготовки уложить или установить в устойчивом положении на подкладках и стеллажах таким образом, чтобы высота штабелей не превышала полторы ширины и полтора диаметра основания штабеля, но не более 1 метра.
Проверить:
- работу подъемных механизмов.
- освещенность рабочего места.
- ознакомиться с предстоящей работой и подготовить необходимый для ее выполнения инструмент и технологическую оснастку.
- использовать исправный переносной светильник. Учитывать, что:
- переносной ручной светильник должен иметь рефлектор, защитную сетку, крючок для подвешивания и шланговый провод с вилкой, сетку закрепленную на рукоятке винтами или хомутами, патрон встроенный в корпус светильника таким образом, чтобы токоведущие части патрона и цоколя лампы были недоступны для прикосновения к ним руками.
- для питания светильника в особо опасных помещениях и в помещениях с повышенной опасностью применять напряжение не выше 12 В и 42 В соответственно.
- вилки светильников напряжением 12 В и 42 В не должны подходить к розеткам 127 и 220В, штепсельная розетка напряжением 12 В и 42 В должна визуально отличаться от розеток напряжением 127 В и 220 В.
8.Правила охраны труда при выполнении сварочных работ.
1. ОБЩИЕ ПОЛОЖЕНИЯ.
1.1. К электросварочным ручным работам допускается персонал не моложе 18 лет, прошедший специальную подготовку, имеющий удостоверение на право работы, в том числе на III группу электробезопасности, и не имеющий противопоказаний по состоянию здоровья.
1.2. Электросварщики должны проходить обязательный медицинский осмотр при поступлении на работу и периодические медицинские осмотры не реже одного раза в 12 месяцев.
1.3. Все вновь поступившие на работу должны пройти вводный инструктаж в службе охраны труда. Результаты фиксируются в журнале регистрации вводного инструктажа по охране труда. После этого отдел кадров производит окончательное оформление вновь поступающего работника и направляет его к месту работы.
1.4. К



