 |
Главная |


Способы регулировки (непрерывной или бесступенчатой компенсации)
|
из
5.00
|
Требуемая точность замыкающего звена достигается при сборке за счет изменения размера компенсирующего звена без снятия стружки путем подбора сменных деталей типа прокладок, колец, втулок или специальными конструкциями (компенсаторами) с помощью непрерывных или периодических перемещений деталей по резьбе, клиньям, коническим поверхностям и т.д. Расчет методом max-min и вероятностным.
Преимущества: на составляющие звенья назначаются экономически целесообразные допуски; возможность регулировки замыкающего звена не только при сборке, но и в эксплуатации (для компенсации износа).
Недостатки: возможное усложнение конструкции; увеличение количества деталей, усложнение сборки из-за регулировки и измерений, применят во всех производствах, особенно для цепей с высокой точностью.
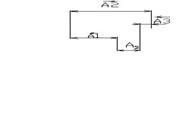
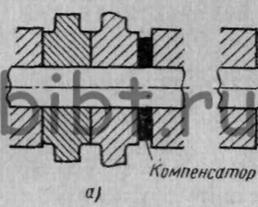 | 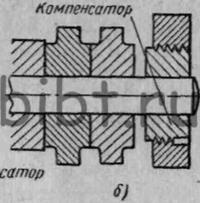 | ||
а — неподвижный; б — подвижный
14. Расчет размерных цепей сборочных единиц приборов
методом max-min
После составления основного уравнения размерной цепи и решения его относительно АΣ, его предельные размеры можно определить по уравнениям:
 , вычитаем почленно
, вычитаем почленно
 ,
,
ТΣ=  ,
,

 ,
,

 , то есть
, то есть
ТΣ=  , где Тi – допуск i-го составляющего звена.
, где Тi – допуск i-го составляющего звена.
Пути повышения точности замыкающего звена:
-Уменьшение допусков каждого из составляющих звеньев.
-Сокращение числа звеньев размерной цепи, то есть уменьшение m+n.
При решении прямой задачи, учитывая экономическую точность изготовления деталей по размерам заданный допуск исходного звена [ТΣ] распределяют между составляющими звеньями следующими способами:
Способ попыток. Допуски составляющих звеньев назначают экономически целесообразнее и допуск на замыкающее звено вычисляют по формуле ТΣ= и сравнивают с заданным ТΣ< [ТΣ].
При способе равных допусков Т1= Т2=…Тi= Тm+n= Тc. Полученный средний Тс корректируют для всех или некоторых составляющих звеньев в зависимости от номинальных размеров и особенностей их изготовления, проверяя ТΣ≤[ТΣ], рекомендуется для предварительного назначения допусков составляющих звеньев с последующей корректировкой.
При способе одной степени точности (квалитета) принимают, что все составляющие размеры выполнены с одной степенью.
Требуемый квалитет определяют исходя из допуска каждого составляющего звена:
 , где
, где
i – единичный допуск,
аi – число единиц допуска, содержащихся в допуске данного i-го размера.
Согласно основному уравнению размерной цепи ТΣ=  и принимая по условию задачи а1=а2= …=ас получим
и принимая по условию задачи а1=а2= …=ас получим

 По ас (среднее число единиц допуска) выбирают ближайший квалитет по таблицам и находят предельные отклонения размеров составляющих звеньев и проверяют ТΣ≤[ТΣ].
По ас (среднее число единиц допуска) выбирают ближайший квалитет по таблицам и находят предельные отклонения размеров составляющих звеньев и проверяют ТΣ≤[ТΣ].
Пример:
Обеспечить требуемую величину зазора [AΣmin]=0, [AΣmax]=0.2
Уравнение размерной цепи с размерами А1=21, А2=24, А3=3 из конструктивных соображений берем:
АΣ=-А1+А2-А3=-21+24-3=0=[AΣ]
Допуск [ТΣ]=[AΣmax]-[AΣmin]=0,2-0=0,2
Координата середины поля допуска 
Рассчитаем допуски составляющих звеньев по способу 3. Для этого определим среднее число единиц допуска составляющих звеньев
 ,
,
По таблице находим, что такое количество единиц допуска соответствующего 10 квалитету и определяем Тi: Т1=0,08; Т2=0,08; Т3=0,04.
Проверяем правильность назначения допусков
ТΣ=0,08+0,08+0,04=0,2=[ТΣ].
Назначаем координаты середины поля допуска составляющих звеньев
Δс1=+0,04; Δс2=+0,04; а Δс3 определяем из уравнения 
0,1=-0,04+0,04- Δс3 → Δс3=-0,1
Вероятностный метод анализа размерной цепи
С увеличением числа составляющих звеньев применение метода max-min становится экономически нецелесообразным, так как уменьшается величина допуска на каждое звено и соответственно увеличивается производственная затрата на изготовление, а вероятность совпадения звеньев с неблагоприятными сочетаниями предельных размеров при сборке уменьшается, поэтому когда количество звеньев в изделии больше 6 и изделие выпускается крупными сериями, то точность изготовления элементов следует определять на базе теории вероятности, а сборку выполнять по методу неполной взаимозаменяемости. В процессе обработки и сборки отклонения размеров группируются около середины поля допуска.

Нормальный закон распределения.
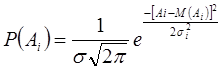 - плотность вероятности Ai
- плотность вероятности Ai
Аi – текущее значение случайной величины
M(Ai)=  - математическое ожидание случайной величины.
- математическое ожидание случайной величины.

 - среднеквадратическое отклонение, характеризует разброс размеров.
- среднеквадратическое отклонение, характеризует разброс размеров.
 - поле рассеяния. В пределах этой зоны
- поле рассеяния. В пределах этой зоны  99,73% деталей из партии и 0,27% за пределами. В общем случае Ti может не совпадать с
99,73% деталей из партии и 0,27% за пределами. В общем случае Ti может не совпадать с  .
.
Следовательно при ничтожно малой вероятности 0,27% можно увеличить допуски и снизить тем самым себестоимость изготовления деталей и сборки. На этом основан и теоретико-вероятностный расчет размерных цепей.
Используя теорему о дисперсии суммы независимых случайных величин
 а)
а)
Для перехода от среднеквадратических отклонений к допускам или полям рассеяния используют коэффициент относительного рассеяния  , являющийся относительным среднеквадратическим отклонением, который при
, являющийся относительным среднеквадратическим отклонением, который при  равен
равен
 б).
б).
Он характеризует закон распределения погрешностей в отличии от нормального при изготовлении конкретного элемента. Разрешив б) относительно  и подставив в а) получим
и подставив в а) получим
 → обозначив
→ обозначив  , где t-характеризует % риска.
, где t-характеризует % риска.
Получим в общем случае
Для нормального закона  , так как Тi=6σi
, так как Тi=6σi
Для закона равной вероятности  , так как Тi=
, так как Тi=  σi
σi
Для закона треугольного распределения  , так как Тi=
, так как Тi=  σi
σi
При решении прямой задачи по известным предельным размерам [AΣmax], [AΣmin] вычисляются [ТΣ], [ESΣ], [EIΣ], [ΔcΣ]. Далее допуск распределяют между составляющими звеньями цепи, добиваясь ТΣ≤[ТΣ]. Здесь аналогично: способ попыток, равных допусков, одной степени точности.
При способе равных допусков средний допуск
 . При способе одной степени точности средний квалитет определяют
. При способе одной степени точности средний квалитет определяют 
 .
.
|
из
5.00
|
Обсуждение в статье: Способы регулировки (непрерывной или бесступенчатой компенсации) |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы