 |
Главная |


V. Проверочный расчет режимов резания.
|
из
5.00
|
Государственное образовательное учреждение высшего профессионального образования
Северо-Западный государственный заочный
Технический университет
Институт управления производственными и
Инновационными программами
Кафедра технологии автоматизированного машиностроения
Контрольная работа по дисциплине
«Теория резания и режущий инструмент».
Выполнила студентка: Шестакова Мария Дмитриевна
ИУПиИП
Курс: III
Специальность: 80502.65
Шифр: 5780304393
Оценка:
Преподаватель: Алексеева Любовь Борисовна
Подпись преподавателя:
Дата:
Санкт-Петербург
2008
Задача 1.
На токарно-винторезном станке модели 1К62 производится обтачивание цилиндрического валика.
Дано:
Заготовка: штамповка с коркой.
Крепление заготовки на станке: патрон.
Шероховатость обработанной поверхности: Rz = 20 мкм (Ra = 5 мкм).
Жесткость технологической системы СПИД: не жесткая.
Материал валика: СТ45; предел прочность: σB = 700 МПа.
Диаметр заготовки: D = 60 мм.
Диаметр валика: d = 55h12.
Длина заготовки: L = 385 мм.
Длина обработки: l = 385 мм.
Найти:
Рассчитать рациональные режимы резания при одноинструментальной обработке.
Валик обработать за два прохода: черновой и чистовой.
Токарная. Токарно-винторезный станок модели 1К62.
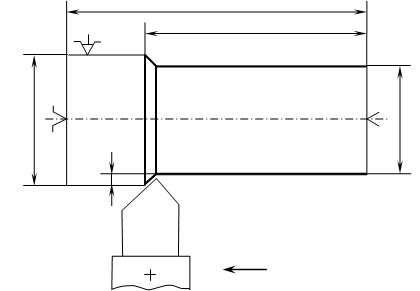
Рис. 1. Операционный эскиз обработки наружной поверхности токарным проходным прямым резцом.
|
|
Режимы резания | |||
| t, мм | S, мм/об | n, об/мм | V, м/мин | |
| Черновой проход | 1,875 | 0,78 | 500 | 94,2 |
| Чистовой проход | 0,625 | 0,23 | 1250 | 221 |
Решение.
I. Выбор инструмента.
1. Тип резца – прямой проходной (Справочник технолога-машиностроителя. В 2-х т. С74 Т.2/ под ред. А.Г.Косиловой и Р.К.Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. 496 с., ил. В дальнейшем - Т-2) , (Т-2, стр. 119)
2. Выбор сечения:  25 x 16,согласовываем с паспортом станка (МУ, стр. 54).
25 x 16,согласовываем с паспортом станка (МУ, стр. 54).
3. Материал режущей части:
черновой проход – твердый сплав Т15К6 (Т-2, стр. 116, таблица 3),
чистовой проход – твердый сплав Т30К4 (Т-2, стр. 117, таблица 3).
4. Геометрические элементы выбранного резца:
Черновой проход:
— передний угол  ,
,
— главный задний угол  ,
,
— главный угол в плане  ,
,
— вспомогательный угол в плане φ1 = 45º,
— форма передней поверхности – плоская с отрицательной фаской,
— допустимый износ 0,1 мм.
Чистовой проход:
— передний угол ,
— главный задний угол  ,
,
— главный угол в плане  ,
,
— вспомогательный угол в плане φ1 = 45º,
— форма передней поверхности – криволинейная с фаской,
— допустимый износ 0,1 мм.
Стойкость инструмента Т=60 мин.
II. Расчет глубины резания t, мм.
Общая величина  ;
;  = 0,25 t;
= 0,25 t;
t = 60 - 55 . = 5 . = 2,5; t чист = 0,25 x 2,5 = 0,625 мм
2 2
 = 2,5 - 0,625 = 1,875 мм
= 2,5 - 0,625 = 1,875 мм
t черн = 1,875 мм t чист = 0,625 мм
III. Выбор подачи S, мм/об.
1. Подбор по таблицам (нормативы):
черновое точение S черн = 0,8 мм/об (Т-2, стр. 266, таблица 11),
чистовое точение S чист = 0,25 мм/об (при Rz = 20 мкм), (Т-2, стр. 268, таблица 14).
2. Корректировка подач по паспорту станка (МУ, приложение 1, стр. 54):
черновое точение S черн = 0,78 мм/об;
чистовое точение S чист = 0,23 мм/об.
IV. Расчет скорости резания V, м/мин.
1. Расчет теоретической скорости резания  для черного и чистового точения:
для черного и чистового точения:
 , где
, где
Cv — коэффициент, зависящий от обрабатываемого материала, вида работ и толщины среза,
m, Xv, yv — показатели степени при значениях стойкости инструмента T,
t — глубина резания,
S — подача,
Kv — общий поправочный коэффициент на скорость резания.
Коэффициент Cv и показатели степеней m, Xv, yv подбираем по Т-2, стр.269, табл. 17.
В свою очередь расчет общего поправочного коэффициента производится по формуле: 





 , где
, где
Kмv — поправочный коэффициент на физико-механические свойства обрабатываемого
материала, рассчитывается по формуле:  — для стали (Т-2, стр. 261, табл. 1)
— для стали (Т-2, стр. 261, табл. 1)
(Kr = 1 для материала режущего инструмента из твердого сплава,
nv = 1 показатель степени при обработке резцами из твердого сплава
(Т-2, стр. 262,
KПv — поправочный коэффициент на состояние поверхности заготовки (Т-2,стр.263, табл.5),
KИv — поправочный коэффициент на марку инструментального материала(Т-2,стр.263,т. 6),
Kφv — поправочный коэффициент на величину главного угла в плане φ, выбранного ранее для резца,
Kφ1 — поправочный коэффициент на вспомогательный угол в плане φ1 (учитывает влияние
параметров резца на скорость резания),
Krv — поправочный коэффициент, учитывающий влияние параметров резца на скорость
резания (учитывают только для резцов из быстрорежущей стали).
Kφv , Kφ1 (Т-2, стр. 271, табл. 18).
Произведем расчеты.
Черновое точение:
D = 60 мм
t черн = 1,875 мм
Sчерн = 0,78 мм/об
Инструмент:
φ = 45º
φ1 = 45º
Общий поправочный коэффициент Kv :
Kмv = 1 x (750/700)1 = 1,07;
KПv = 0,8 (т.к. материал заготовки – штамповка (поковка) с коркой);
KИv = 1,00 (т.к. марка инструментального материала Т15К6);
Kφv = 1,0 (т.к. главный угол в плане φ = 45º);
Kφ1 = 0,87 (т.к. вспомогательный угол в плане φ1 = 45º);
Krv — не учитываем, т.к. материал резца – твердый сплав Т15К6.
Итак: 

 = 1,07 x 0,8 x 1,00 x 1,0 x 0,87 = 0,745; K v = 0,745
= 1,07 x 0,8 x 1,00 x 1,0 x 0,87 = 0,745; K v = 0,745
По основной формуле  :
:
Cv = 340 (т.к. подача S > 0,7 (S черн= 0,78 мм/об)),
m = 0,20 (т.к. наружное продольное точение прямым проходным резцом марки Т15К6),
Xv = 0,15 (т.к. наружное продольное точение прямым проходным резцом марки Т15К6),
yv = 0,45 (т.к. подача S > 0,7 (S черн= 0,78 мм/об)),
T = 60 мин,
t черн = 1,875 мм;
Sчерн = 0,78 мм/об;
Kv = 0,745.
VT черн = (340 / (600,20 x 1,8750,15 x 0,780,45)) x 0,745 = (340 / (2,27 x 1.099 x 0.894)) x 0,745 =
= (340 / 2,23) x 0,745 = 152,466 x 0,745 = 113,587 мм/мин ≈ 114 мм/мин = 0,114 м/мин.
Чистовое точение:
D' = D – (2 x t черн) = 60 - 2 x 1,875 = 60 – 3,75 = 56,25 мм
t чист = 0,625 мм
Sчист = 0,23 мм/об
Инструмент:
φ = 45º
φ1 = 45º
Общий поправочный коэффициент Kv :
Kмv = 1 x (750/700)1 = 1,07;
KПv = 0,8 (т.к. материал заготовки – штамповка (поковка) с коркой);
KИv = 1,4 (т.к. марка инструментального материала Т30К4);
Kφv = 1,0 (т.к. главный угол в плане φ = 45º);
Kφ1 = 0,87 (т.к. вспомогательный угол в плане φ1 = 45º);
Krv — не учитываем, т.к. материал резца – твердый сплав Т30К4.
Итак:  = 1,07 x 0,8 x 1,4 x 1,0 x 0,87 = 1,042; K v = 1,042
= 1,07 x 0,8 x 1,4 x 1,0 x 0,87 = 1,042; K v = 1,042
По основной формуле  :
:
Cv = 420 (т.к. подача S > 0,3 (S чист= 0,23 мм/об)),
m = 0,20 (т.к. наружное продольное точение прямым проходным резцом марки Т30К4),
Xv = 0,15 (т.к. наружное продольное точение прямым проходным резцом марки Т30К4),
yv = 0,20 (т.к. подача S > 0,3 (S чист= 0,23 мм/об)),
T = 60 мин,
t чист = 0,625 мм;
Sчист = 0,23 мм/об;
Kv = 1,042.
VT чист = (420 / (600,20 x 0,6250,15 x 0,230,20)) x 1,042 = (420 / (2,27 x 0,931 x 0,745)) x 1,042 =
= (420 /1,574) x 1,042 = 266,836 x 1,042 = 278,043 мм/мин ≈ 278 мм/мин = 0,278 м/мин.
Итак:
VT черн = 0,114 м/мин VT чист = 0,278 м/мин.
2. Определение частоты вращения шпинделя для черновой и чистовой обработки:  , об/мин
, об/мин
Корректировка полученных значений по паспорту станка  ….,
….,  …..
…..
Черновое точение:
nчерн = (1000 x 114 ) / (3,14 x 60 ) = 114000 / 188,4 = 605,09 об/мин ≈ 605 об/мин.
Чистовое точение:
D' = D – (2 x t черн) = 60 - 2 x 1,875 = 60 – 3,75 = 56,25 мм
nчист = (1000 x 278 ) / (3,14 x 56,25 ) = 278000 / 176,625 = 1573,96 об/мин ≈ 1574 об/мин.
Итак:
nчерн = 605 об/мин, nчист = 1574 об/мин.
Корректировка полученных значений по паспорту станка (МУ, приложение 1, стр. 54):
 500 об/мин,
500 об/мин,  1250 об/мин.
1250 об/мин.
3. Определение фактической скорости резания Vф , м/мин.
 ;
;  .
.
Vф. черн = (3,14 x 60 x 500) / 1000 = 94,2 м/мин,
Vф. чист = (3,14 x 56,25 x 1250) / 1000 = 220,78 м/мин ≈ 221 м/мин.
Vф. черн = 94,2 м/мин, Vф. чист = 221 м/мин.
V. Проверочный расчет режимов резания.
Проводят в два этапа.
V .1. Первый этап.
Проверка выбранной скорости резания по критерию  , где
, где
 – мощность, потребляемая на резание,
– мощность, потребляемая на резание,
 – мощность на шпинделе.
– мощность на шпинделе.
 , где Nд – мощность главного электродвигателя,
, где Nд – мощность главного электродвигателя,
η – коэффициент полезного действия механизма главного привода станка.
 = 7,5 кВт, т.к.
= 7,5 кВт, т.к.  0,75;
0,75;  кВт (МУ, приложение 1, стр. 54)
кВт (МУ, приложение 1, стр. 54)
Для нахождения Nрез необходимо рассчитать тангенциальную составляющую силы резания (для чернового прохода).
1. Расчет тангенциальной составляющей силы резания (только для чернового точения)
 ,[Н]
,[Н]
Значение коэффициента  и показателей степеней
и показателей степеней  ,
,  ,
,  (Т-2, стр.273, табл.22), зависят от обрабатываемого материала (СТ 45), материала рабочей части резца (твердый сплав), вида обработки (наружное продольное точение).
(Т-2, стр.273, табл.22), зависят от обрабатываемого материала (СТ 45), материала рабочей части резца (твердый сплав), вида обработки (наружное продольное точение).
 = 300,
= 300,
= 1,0;
 = 0,75;
= 0,75;
= - 0,15.
KPz – общий поправочный коэффициент, представляющий собой произведение поправочных коэффициентов на механические свойства обрабатываемого материала и на выбранные геометрические параметры резца : 



 , где
, где
 , где n = 0,75 (Т-2, стр.264, табл.9),
, где n = 0,75 (Т-2, стр.264, табл.9),
 ,
,  ,
,  ,
,  (Т-2, стр.275, табл.23),
(Т-2, стр.275, табл.23),
- не учитываем, так как резец из твердого сплава.
KM p = (700/750)0,75 = 0,930,75 = 0,947
= 1,0
= 1,0
= 1
KPz = 0,947 x 1 x 1 x 1 = 0,947
Pz = 10 x 300 x 1,8751 x 0,780,75 x 94,2-0,15 x 0,947 = 10 x 300 x 1,875 x 0,829 x 0,550 x 0,947 = 22300 Н
Pz = 22300 Н
2. Расчет  , кВт.
, кВт.
N рез = (22300 x 94,2) / ( 60 x 1020) = 2100660 / 61200 = 34,33 кВт
N рез = 34,33 кВт ; N эф = 7,5 кВт => N рез > N эф, то есть условие  не выполняется, поэтому пересчитываем. Для этого произведем дополнительные расчеты:
не выполняется, поэтому пересчитываем. Для этого произведем дополнительные расчеты:
а) наибольшей скорости резания VN , допускаемой станком — производят по формуле :
 , м/мин.
, м/мин.
VN = (7,5 x 60 x 1020) / 22300 = 459000 / 22300 = 20,58 м/мин.
б) частоты вращения шпинделя n черн по формуле:
 , об/мин
, об/мин
n черн = (1000 x 20,58) / (3,14 x 60) = 20580 / 188,4 = 109,24 об/мин.
Принимаем ближайшее по паспорту станка: n черн = 100 об/мин (МУ, приложение 1, стр. 54).
в) пересчитываем  , об/мин с учетом того, что n черн = 100 об/мин:
, об/мин с учетом того, что n черн = 100 об/мин:
Vф. черн = (3,14 x 60 x 100) / 1000 = 18840 / 1000 = 18,84 м/мин
Vф. черн = 18,84 м/мин
г) пересчитываем  ,[Н] (коэффициенты те же):
,[Н] (коэффициенты те же):
Pz =10 x 300 x 1,8751 x 0,780,75 x 18,84-0,15 x 0,947=10 x 300 x 1,875 x 0,829 x 0,643 x 0,947=2839,47 Н
Pz = 2839,47 Н
А теперь, произведя дополнительные расчеты, мы можем пересчитать  , если
, если  , то выбранная нами скорость была правильной.
, то выбранная нами скорость была правильной.
 , кВт.
, кВт.
N рез = (2839,47 x 18,84) / ( 60 x 1020) = 53495,6 / 61200 = 0,874 кВт
N рез = 0,87 кВт ; N эф = 7,5 кВт => N рез < N эф, то есть условие выполняется.
V .2 . Второй этап.
Проверка выбранной подачи S, мм/об.
а) Из расчета прочности державки резца на изгиб  (только при черновом точении)
(только при черновом точении)
(предельное значение)  , мм/об; где
, мм/об; где
 МПа – допускаемое напряжение для материала державки резца;
МПа – допускаемое напряжение для материала державки резца;
l – вылет корпуса резца, мм; принимаем l = (1,5…2) x H, где H – высота резца;
Н = 25, В = 16 – размеры выбранного сечения резца => l = 1,5 x 25 = 37,5
t черн = 1,875 мм
Vф. черн = 18,84 м/мин
Значения коэффициентов KPz , и показателей степеней ,  ,
,  такие же, как и при расчете первого этапа:
такие же, как и при расчете первого этапа:
= 0,75, = 300, = 1,  = -0,15,
= -0,15,  = 0,947 (при черновом точении)
= 0,947 (при черновом точении)
S пр = 0,75√ (16 x 252 x 200) / (10 x 6 x 37,5 x 300 x 1,8751 x 18,84-0,15 x 0,947) =
= 0,75√ (16 x 625 x 200) / (10 x 6 x 37,5 x 300 x 1,875 x 0,643 x 0,947) =
= 0,75√ (2000000) / (770665,64) = 0,75√ 2,595 = 2,5951 / 0,75 = 2,5951,333 = 3,56 мм/об
S пр = 3,56 мм/об; S ст черн = 0,78 мм/об => S пр > S ст черн , то есть выполняется условие 
б) Из расчета жесткости державки резца  (только для чистового точения)
(только для чистового точения)
 , мм/об; где
, мм/об; где
 МПа – модуль упругости державки резца,
МПа – модуль упругости державки резца,
 м – допустимая стрела прогиба,
м – допустимая стрела прогиба,
l – вылет корпуса резца, мм; принимаем l = (1,5…2) x H, где H – высота резца;
Н = 25, В = 16 – размеры выбранного сечения резца => l = 1,5 x 25 = 37,5
t чист = 0,625 мм
Vф. чист = 221 м/мин.
Значения коэффициентов KPz , и показателей степеней , , такие же, как и в предыдущих случаях:
= 0,75, = 300, = 1, = -0,15, = 1,07 (при чистовом точении)
S ж = 0,75√ (16 x 253 x (2,2 x 105) x (5 x 10-4 ) / (10 x 4 x 37,53 x 300 x 0,6251 x 221-0,15 x 1,07) =
= 0,75√ (16 x 15625 x 220000 x 0,0005) / (10 x 4 x 52734,375 x 300 x 0,625 x 0,44 x 1,07) =
= 0,75√ (27500000) / (186205078) = 0,75√ 0,147 = 0,1471 / 0,75 = 0,1471,333 = 0,07 мм/об
S ж = 0,07 мм/об, S ст чист = 0,23 мм/об => условие не выполняется.
в) Проверка по заданной шероховатости (чистовое и п/чистовое точение) из расчета, что:
 , мм/об
, мм/об
где  ,
,  – главный и вспомогательный углы в плане, в рад;
– главный и вспомогательный углы в плане, в рад;
 – радиус при вершине резца (мм) не учитывается, так как этот показатель включается если материал режущей части – быстрорежущая сталь, а у нас, как известно из условия задачи, твердый сплав.
– радиус при вершине резца (мм) не учитывается, так как этот показатель включается если материал режущей части – быстрорежущая сталь, а у нас, как известно из условия задачи, твердый сплав.
 = 0,008;
= 0,008;  = 0,30;
= 0,30;  = 1,40;
= 1,40;  =0,35 (МУ, стр.33, табл. 5)
=0,35 (МУ, стр.33, табл. 5)
, = π / 4 => , = 3,14 / 4 = 0,785 рад
S ст ≤ 0,08 x 201,40 . = 0,08 x 66,29 . = 5,303 = 7,2 ≈ 7 мм/об
0,6250,30 x 0,7850,35 x 0,7850,35 0,868 x 0,92 x 0,92 0,735
S ст чист = 0,23 мм/об , то есть выполняется условие (0,23 ≤ 7) S ст ≤ 7 мм/об
|
из
5.00
|
Обсуждение в статье: V. Проверочный расчет режимов резания. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы